

想一睹MPP塑钢复合管-MPP电力管交货准时产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受MPP塑钢复合管-MPP电力管交货准时产品的独特之处!
以下是:MPP塑钢复合管-MPP电力管交货准时的图文介绍

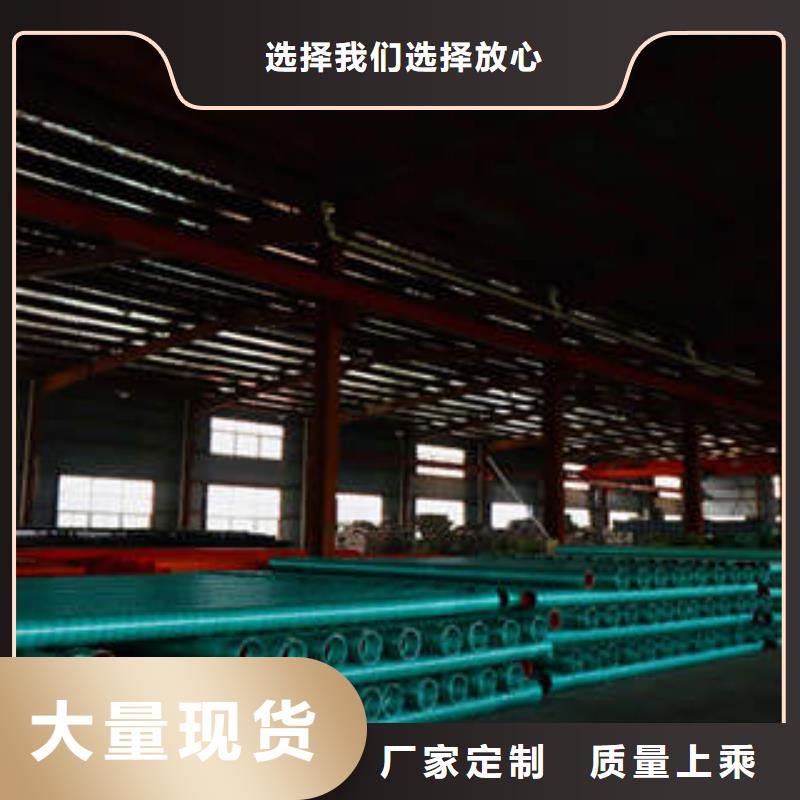
润星电力管材有限公司坐落于 HDPE双壁波纹管基地山西运城,公司领导团队由多位从业 HDPE双壁波纹管行业十几年的精英组建而成,应允时代的需求打造了一家针对 HDPE双壁波纹管专业研发、设计、生产、销售、安装为一体综合性企业。


小编讲解一下MPP塑钢复合管的相关知识,以供大家参考MPP塑钢复合管有哪些广泛的应用?答:MPP塑钢复合管广泛应用于市政、电、电力等管线工程。城乡非开挖水平定向钻进电力排管工程,及照明开挖电力排管工程。城乡非开挖水平定向钻进下水排污排管工程,工业废水排放工程。MPP塑钢复合管有什么样的特点?答:具有优良的电气绝缘性、较高的热变形温度和低温冲击性能、抗拉、抗压性能比HDPE高。MPP塑钢复合管有哪些优越性?(1)MPP塑钢复合管具有优良的电气绝缘性。(2)MPP塑钢复合管具有较高的热变形温度和低温冲击性能。(3)MPP塑钢复合管质轻、光滑、摩擦主力小、可热熔焊对接。(4)MPP塑钢复合管抗拉、抗压性能比HDPE高。MPP塑钢复合管产品有哪些类型?
MPP塑钢复合管分为普通型和加强型,加强型又分为开挖管和非开挖管,所谓和MPP非开挖管又称作MPP顶管,MPP托拉管,MPP牵引管。MPP塑钢复合管原材料是什么?答:以PP粉(改性聚丙烯)为主要母料。MPP塑钢复合管还有几种名称?答:MPP电力电缆保护管又称作MPP塑钢复合管、MPP电缆管、MPP通管、MPP电缆穿线管。MPP塑钢复合管产品长度是多少?答:MPP塑钢复合管厂家的小编了解到一般为6米/根,如果客户数量大,为了降低成本,(运费和焊接费,可以做成6-12米/根)。MPP塑钢复合管采用什么样的连接方式?答:用焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接。(因MPP管的连接方式为热熔焊接。
焊接口不好,会损伤电缆线或可能拉扁,所以MPP塑钢复合管必须用全新料来做)MPP塑钢复合管产品是什么颜色?答:MPP塑钢复合管为桔红色MPP塑钢复合管产品优越性总括?答:改性聚丙烯(MPP)电力管具有抗高温、耐外压的特点,适用于10KV以上高压输电线电缆排管管材,通过 化学建材测试中心的检测,取得了较好的社会效益和经济效益。MPP塑钢复合管产品优越性能:1.MPP塑钢复合管外观易于识别:管材内壁光滑,色泽为国际通用桔红色易于识别。2.连接性能可靠:在施工现场即可简便迅速的施工,管材热熔接口的强度高于管材本体,接缝不会由于土壤移动或活载荷的作用而断开;耐摩擦:管道内壁光滑,耐磨性能甚至比钢管还要高。摩擦阻力小。3.耐冲击性强:由于管道基材韧性好。
MPP塑钢复合管分为普通型和加强型,加强型又分为开挖管和非开挖管,所谓和MPP非开挖管又称作MPP顶管,MPP托拉管,MPP牵引管。MPP塑钢复合管原材料是什么?答:以PP粉(改性聚丙烯)为主要母料。MPP塑钢复合管还有几种名称?答:MPP电力电缆保护管又称作MPP塑钢复合管、MPP电缆管、MPP通管、MPP电缆穿线管。MPP塑钢复合管产品长度是多少?答:MPP塑钢复合管厂家的小编了解到一般为6米/根,如果客户数量大,为了降低成本,(运费和焊接费,可以做成6-12米/根)。MPP塑钢复合管采用什么样的连接方式?答:用焊接机热熔焊对接,熔接点在200度左右,不能超过220度,当温度达到后,即可两头对接。(因MPP管的连接方式为热熔焊接。
焊接口不好,会损伤电缆线或可能拉扁,所以MPP塑钢复合管必须用全新料来做)MPP塑钢复合管产品是什么颜色?答:MPP塑钢复合管为桔红色MPP塑钢复合管产品优越性总括?答:改性聚丙烯(MPP)电力管具有抗高温、耐外压的特点,适用于10KV以上高压输电线电缆排管管材,通过 化学建材测试中心的检测,取得了较好的社会效益和经济效益。MPP塑钢复合管产品优越性能:1.MPP塑钢复合管外观易于识别:管材内壁光滑,色泽为国际通用桔红色易于识别。2.连接性能可靠:在施工现场即可简便迅速的施工,管材热熔接口的强度高于管材本体,接缝不会由于土壤移动或活载荷的作用而断开;耐摩擦:管道内壁光滑,耐磨性能甚至比钢管还要高。摩擦阻力小。3.耐冲击性强:由于管道基材韧性好。




一般不采用热熔对接。否则难以保证管材焊接质量。河南电力管MPP塑钢复合管热熔器是怎么焊接管材的?管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。
如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。
热熔连接时,MPP塑钢复合管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MPP塑钢复合管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。MPP塑钢复合管和管件过度加热时,厚度变薄,MPP塑钢复合管在管配件内变形,有可能会发生虚焊、渗漏现象。MPP塑钢复合管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。连接带螺纹管件时,生胶带岩外螺纹管件部分顺时针缠绕,圈数依据口径大小适宜即可,否则有紧固困难,强行旋转会导致丝口破裂。热熔机温度控制在280-300℃之间。MPP塑钢复合管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MPP塑钢复合管道施工的一个瓶颈。在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接头的终质量主要还是靠操作过程中严格的控制。
如不符合要求,应再次铣削,直到满足上述要求为止。测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短。
热熔连接时,MPP塑钢复合管、管件、模头粘附异物或塑料溢出物时,必须干净后方可熔接。承插热熔时,MPP塑钢复合管和管件用双手无旋转推进热熔机模具内,热熔、承插时间参考加热、热溶时间表。MPP塑钢复合管和管件过度加热时,厚度变薄,MPP塑钢复合管在管配件内变形,有可能会发生虚焊、渗漏现象。MPP塑钢复合管不可与高温热源直接连接,需通过一段50-100cm金属软管过渡。连接带螺纹管件时,生胶带岩外螺纹管件部分顺时针缠绕,圈数依据口径大小适宜即可,否则有紧固困难,强行旋转会导致丝口破裂。热熔机温度控制在280-300℃之间。MPP塑钢复合管道热熔连接、电熔连接焊口接头质量快速、实用的检测方法和合格判定也是目前MPP塑钢复合管道施工的一个瓶颈。在电熔连接方面,仅靠终电熔管件上观察孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接头的终质量主要还是靠操作过程中严格的控制。


